Em 2013 demos um grande passo para a nossa história e revolucionamos o mercado cervejeiro do Brasil: viramos representantes exclusivos da maltaria Muntons no país, a malteria mais cobiçada do mundo. Leia mais sobre esse momento aqui.

De lá para cá só confirmamos o que já tínhamos certeza: a Muntons caiu no gosto dos cervejeiros do Brasil. Afinal, quem aqui não abre mão de fazer uma Pale Ale com o famoso Maris Otter!?
Mas afinal, quais são os segredos de tanto sucesso e a dúvida de muitos cervejeiros: como é o processo de malteação do malte? Fomos até a Muntons desvendar esses mistérios lá na Inglaterra, em Stowmarket, sede da maltaria.


Lá na Muntons, fizemos um tour completo na fabrica e tivemos uma aula de como funciona o processo de malteação. Antes de explica-lo para vocês, vamos mostrar a composição do grão de cevada:
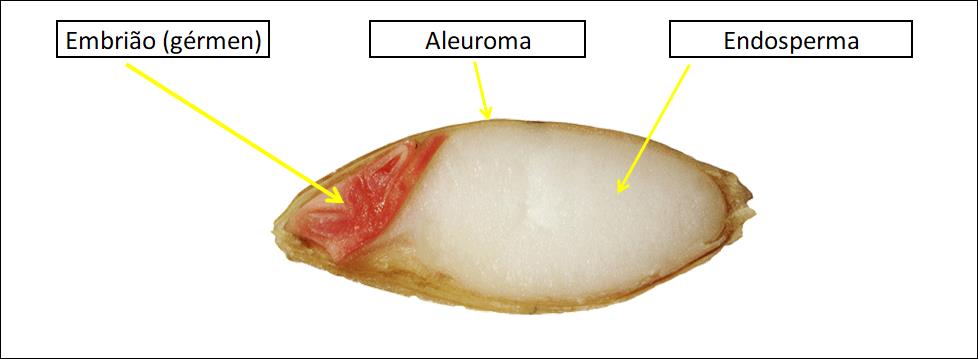
Embrião: é a parte que se desenvolve em planta e formará as raízes.
Aleuroma: responsável por produzir e secretar enzimas amiolíticas para quebrar o endosperma e transformá-lo em alimento para o grão durante a germinação.
Endosperma: tecido nutritivo que fornece ao embrião susbstâncias como amido, celulose, proteínas, óleos e gorduras.
Da plantação à Maltaria
A cevada é transportada até as maltarias em caminhões, ou através da malha ferroviária. Ao chegar na maltaria, os grãos passam por um criterioso controle de qualidade.
Primeiramente, o malteador inspeciona visualmente o grão, para verificar se o mesmo mantém padrão uniforme, se está isento de matérias estranhas, como outras sementes, , fezes de roedores ou se tem odores fortes, etc. Após passada pela inspeção física, são realizados testes em laboratório, como por exemplo, determinação de umidade, viabilidade dos embriões (teste de germinação), conteúdo de nitrogênio e teste de classificação de tamanho de grão, entre outros.


Grão aprovado, ele segue para o processo de maltagem ou para secagem e estocagem. Como estamos aqui para falar de maltagem, vamos seguir para esse processo.
Maltagem
De modo simplificado a maltagem consiste em fazer germinar os grãos de cevada ou qualquer outro grão (como trigo, arroz). A hora que o grão começa a se desenvolver, o seu desenvolvimento é interrompido através de aplicação de temperaturas controladas. A transformação do grão em grão maltado dura cerca de 8 dias e divide-se em 4 etapas principais:
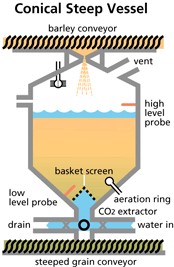
Hidratação do Grão (Steeping)
Nesta etapa o grão que estava estocado e tem em torno de 13% de água é colocado de molho em água a 13-15°C para que se hidrate, esse processo dura geralmente em torno de 40 a 56 horas. Durante esse período de 40 horas, o grão é alternadamente submergido em água e então drenado. Na fase imersa, a semente é mexida e oxigenada com ar comprimido. Na fase sem água, o ar é frequentemente renovado, de modo a expulsar o CO2 e o calor produzidos e fonerecer o oxigênio necessário para a sua respiração. Esse ciclo é feito de 2 a 3 vezes. Ao final do processo de hidratação o grão terá em torno de 45% de água em seu interior.
O processo de hidratação (steeping) geralmente são feitas em tinas cilindrícas, verticais, de altura de no máximo 2 metros e fundo plano. Estas características permitem condições mais aeróbicas na água de maturação. Os tanques são abertos na parte superior, possuindo ou não, dispositivos para agitação ou aeração forçada, para escoamento da água e remoção de impurezas.
Ao final da hidratação do grão, ele se apresentará macio e com sinal da saída da radícula, na forma de entumescimento. Este é o sinal, de quando podemos começar a germinação. Procede-se então a retirada da água e os grãos são lavados com água limpa e deixados drenando.
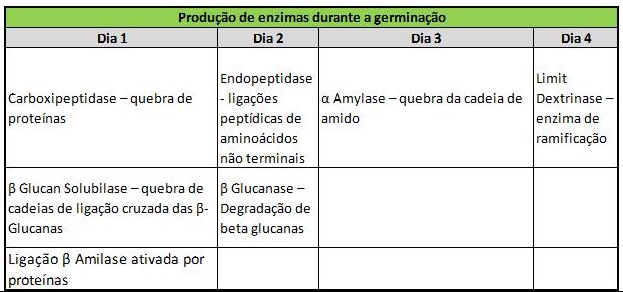
Germinação
O objetivo da germinação é começar o desenvolvimento do grão de cevada em planta. Após o grão ser hidratado, o embrião libera hormônios de crescimento (giberelina) e isto desencadeia a produção de enzimas pelo aleuroma, estas vão dissolver as paredes celulares, a matrix protéica e pequenos grãos de amidos. Nesta fase o amido do grão apresenta-se em cadeias menores que na cevada, o que o torna menos duro e mais solúvel, e, no interior do grão, formam-se enzimas que são fundamentais para o processo de fabricação de cerveja.
Os equipamentos modernos permitem efetuar a germinação em 3 ou 4 dias e pos grãos são revirados a cada 12 horas. O locais onde o malte é germiando consiste de um tanque de base retangular ou circular provida de um falso fundo perfurado. Sobre esse fundo coloca-se malte., com uma profundidade de 1,0 a 1,5 m. Através dessa cama de malte, é aplicado uma corrente de ar saturado a cerca de 15°C, com o que se assegura a disponibilidade de oxigênio para os embriões, a eliminação de dióxido de carbono e a manutenção da temperatura constante em todo o ambiente. Com o objetivo de evitar o enraisamento, uma dispositivo giratório helicoidal mecânico separa os grãos em germinação, o que ajuda também a aerar e manter a temperatura constante.


As enzimas produzidas durante a germinação são fundamentais para a modificação do amido durante a brassagem da sua cerveja.
Secagem
Quando a produção de enzimas e as modificações no endosperma atingem seu nível ótimo, a atividade biológica deve ser interrompidas através da secagem. O malte “verde”, que possui cerca de 45% de umidade deve ser seco de modo a preservar seu sistema enzimático. Se a germinação continuar, todas as reservas de amido necessárias para a produção de cerveja serão consumidas pela planta em crescimento. A secagem se faz em temperaturas que variam de 20°C a 300°C conforme a característica que quer se obter do malte.
É na secagem que reside a arte e sabedoria do mestre malteador. Toda a arte da secagem consiste na escolha do método que permite controlar da melhor forma as complexas reações que ocorrem dentro do grão (reações de Maillard, coloração, desnaturação das enzimas, eliminação dos maus gostos, etc…). Existem 2 métodos de secagem.
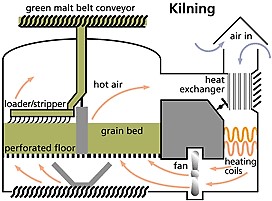
Secagem em Estufa
Um dos métodos mais comuns de secagem é através de estufas, onde o malte verde é depositado. É na nela que o malte verde é seco e curado, a cura é feita em temperaturas mais altas e é responsável por parar a atividade biológica porém sem interromper a atividade enzimática do malte. A secagem em estufa é complexa e utilizada combinações variáveis de corrente de ar e calor, é um ambiente extritamente controlado. Essas combinações de ar e calor mudam de acordo com o tipo de malte a ser produzido. Uma curiosidade, este método de secagem consome muita energia, em maltarias tradicionais onde não há equipamentos modernos, o consumo de energia para se fazer uma tonelada de malte é o mesmo utilizado para se produzir uma tonelada de aço. Maltarias modernas que possuem equipamentos com alta eficiência energética conseguem reduzir esse consumo para menos da metade.
A estufa ou Kiln é desenvolvido para secar grandes quantidades de grão ao mesmo tempo, o volume gira em torno de 100 a 400 toneladas. Utiliza correntes de ar rápida e baixa temperature de 48°C a 115°C e a secagem dura de 24 a 48 horas dependendo do malte a ser produzido.
Secagem em tambor
Outro método de secagem é o método de tambor rotacional. Este método é utilizado geralmente em maltes escuros como o chocalte, café, black.
O torrador de tambor é uma máquina relativamente pequena que abriga um tambor giratório. Ele permite a secagem e torragem de pequenas levas de malte. O queimador é desenvolvido para aplicar calor diretamente às paredes do tambor e há uma pequena área de circulação de ar entre o torrador e o tambor.
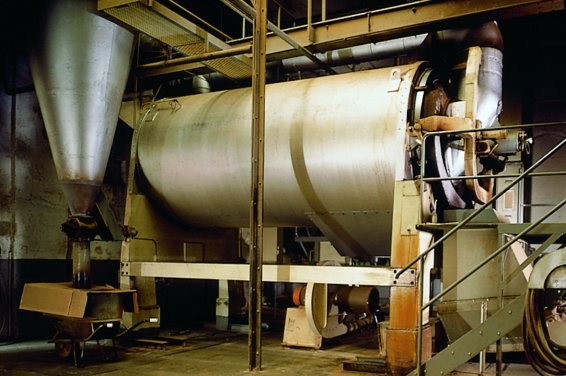
Ele é desenvolvido para aquecer rapidamente pequenos lotes (entre 2.500 a 5.000 kg – para eles são pequenos lotes, para nós é malte para a vida inteira!) com ventilação lenta e com temperaturas que podem variam de 50°C a 300°C e torras de 2 a 4 horas. A eficiência desse sistema de secagem é extremamente alta, rapidamente o tambor executa várias rotações misturando os grãos completamente.
Acabamento
Em ambos os métodos, após a diminuição da temperaural, o malte sai do processo de secagem com uma taxa de umidade de 4 a 4,5 %, o que permite conservá-lo durante vários meses em boas condições.
Após a secagem o malte passa pela etapa de acabamento. Nesta etapa as radículas formadas durante a germinação são retiradas através da passagem dos grãos por um sistema de painéis vibratórios. Após essa limpeza o malte é estocagem, embalagem e transporte até chegar em sua panela.
Ver todo esse processo foi uma experiência indescritível. A dedicação e a paixão que todos dentro da Maltaria Muntons aplicam no dia a dia do trabalho nos mostram como eles conseguem o título de melhor maltaria do mundo. E para terminar a visita, uma cerveja feita com o malte da Muntons:

Deu vontade de brassar depois dessa aula sobre malteação??? Confira os maltes da Maltaria Muntons aqui.
Boas cervejas!
por Fernanda Puccinelli (integrante da confraria pseudo secreta da Lamas desde o início dos tempos) e Natalia Poli (Engenheira de Alimentos e apaixonada por cerveja)
Referências
http://www.ufrgs.br/alimentus1/feira/prcerea/cerveja/germin.htm
https://beerandbrewing.com/dictionary/F2MrmKVUZK/malt/
http://www.muntonsmalt.com/





Comentários
Daniel
Muito legal, obrigado por compartilhar esse conhecimento todo.
Daniel
Muito legal, obrigado por compartilhar esse conhecimento todo.
Alvaro Rangel
David,
Acredito que o seu site seja o melhor do Brasil! Ótimos produtos e conteúdo. Aprendi e continuo aprendendo muito com vocês.
Espero participar da próxima brasagem coletiva aqui no RJ.
Parabéns pelo excelente post!
Cheers!!!